Spawanie MMA – co to za metoda?

Spawanie MMA jest skrótem angielskiego terminu manual metal arc welding i oznacza spawanie elektrodami otulonymi. Inne określenia tej metody to SMAW (ang. shield metal arc welding) lub metoda 111.
Spawanie łukowe ręczne elektrodą otuloną polega na stapianiu brzegów łączonych elementów za pomocą łuku elektrycznego, jarzącego się pomiędzy elektrodą a przedmiotem spawanym. Elektroda otulona składa się metalowego rdzenia oraz otuliny – warstwy substancji ceramicznej o odpowiednim składzie chemicznym. Elektroda otulona jest elektrodą topliwą i w miarę spawania następuje jej zużycie. To sprawia, że podczas spawania elektroda przesuwana jest ręcznie wzdłuż rowka oraz wzdłuż osi.
W trakcie spawania metalowy rdzeń elektrody ulega stopieniu, a ciekły metal spływa do jeziorka. Otulina elektrody również się topi, tworząc wokół łuku i stopionego metalu atmosferę chroniącą przed szkodliwym działaniem powietrza. Dodatkowo otulina stapia się na żużel, który kształtuje lico spoiny oraz zmniejsza prędkość chłodzenia spoiny, co zapobiega przehartowaniu się złącza. Ponadto otulina zawiera składniki poprawiające skład chemiczny spoiny i jonizatory ułatwiające topnienie się elektrody.
Spawanie metodą MMA. Ten długi pręt to właśnie elektroda otulona.
Dobór elektrody otulonej
Dobór elektrody otulonej polega na doborze średnicy oraz gatunku.
Średnica elektrody jest średnicą jej metalowego rdzenia (otulina, która może podwajać średnicę całego pręta, nie jest tutaj wliczana). Stosowane są następujące rozmiary: 1,6 mm; 2 mm; 2,5 mm; 2,6 mm; 3,2 mm; 4 mm; 5 mm; 6 mm; 8 mm. Długość elektrod jest zależna od ich średnicy:
- długość elektrod o średnicy do 2,6 mm wynosi od 200 do 350 mm;
- długość elektrod o średnicy 3,2 mm i powyżej wynosi od 275 do 450 mm.
Im grubszy materiał spawany, tym większej średnicy elektrodę można zastosować.
Gatunek elektrody należy dobrać do gatunku spawanego materiału, jego składu chemicznego i własności mechanicznych. Wytrzymałość stopiwa nie może być mniejsza niż wytrzymałość materiału rodzimego.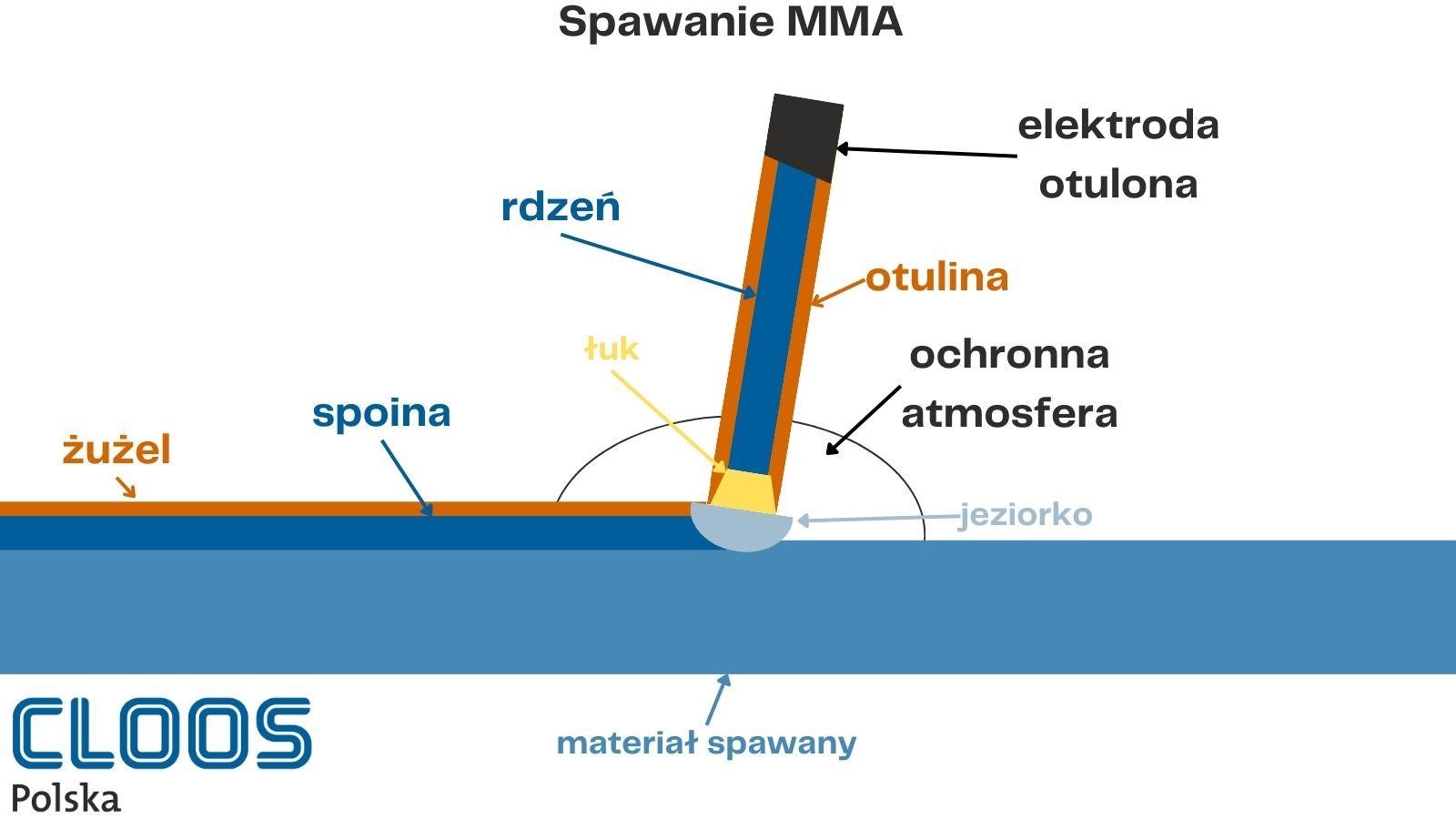
Jak spawać MMA? Spawanie MMA krok po kroku
- 1. Dobierz gatunek elektrody do gatunku spawanego materiału, jego składu chemicznego i własności mechanicznych. Wytrzymałość stopiwa nie może być mniejsza niż wytrzymałość materiału rodzimego. Pamiętaj o informacjach omówionych już w poprzednich częściach artykułu.
- 2. Dobierz parametry prądu – większość elektrod może być użyta do spawania prądem zmiennym lub stałym. Niektóre elektrody, głównie o otulinie zasadowej, powinny być spawane tylko prądem stałym i z reguły wymagają podłączenia do dodatniego bieguna spawarki. Odwrócona biegunowość jest też stosowana przy spawaniu cienkich blach.
- 3. Natężenie prądu można orientacyjnie dobrać z zależności:
J = d × k
gdzie:
J – natężenie prądu spawania [A]
d – średnica elektrody [mm]
k – współczynnik zależny od średnicy elektrody. k jest równe:
25-30 dla d<=2mm
30-40 dla 2
40-60 dla 4<=d
- 4. Dobierz pozycję spawania. Zapoznaj się z naszym artykułem na ten temat: Pozycja spawania – PH, PA, PB, PF. Kompendium wiedzy. Element możesz zabezpieczyć na stołach spawalniczych Siegmund z siatką otworów.
- 5. Przebieg spawania. Załóż odzież ochronną, w tym przyłbicę spawalniczą. Krótko potrzyj lub uderz końcem elektrody o spawany przedmiot i szybko unieś ją na odległość ok. ¾ średnicy elektrody, by zajarzyć łuk elektryczny. Stwórz jeziorko. Przesuwaj elektrodę wzdłuż spoiny oraz wzdłuż jej osi z taką prędkością, by spoina nie była zbyt wąska, ani zbyt wysoka i szeroka. Za jeziorkiem spawalniczym widoczna będzie warstwa żużla. Odległość linii żużla od jeziorka spawalniczego może być regulowana prądem spawania oraz kątem pochylenia uchwytu spawalniczego.
- 6. Po zużyciu elektrody usuń żużel ze spoiny i wyczyść ją szczotką metalową.
- 7. Połóż wystarczającą liczbę warstw, by zapewnić wymaganą wytrzymałość spoiny.
Wybrane obowiązujące normy
PN-EN ISO 544:2018-02 (zastępuje normę PN-EN 20544) – Materiały dodatkowe do spawania – Warunki techniczne dostawy spoiw i topników – Typ wyrobu, wymiary, tolerancje i znakowanie – nie ujęto gazów osłonowych.Skontaktuj się z nami: